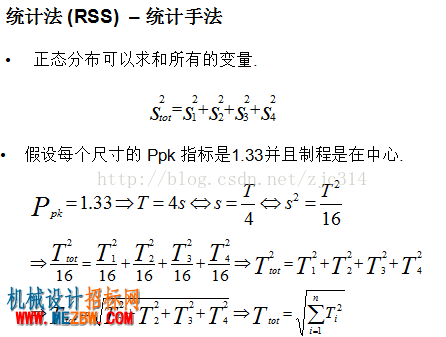
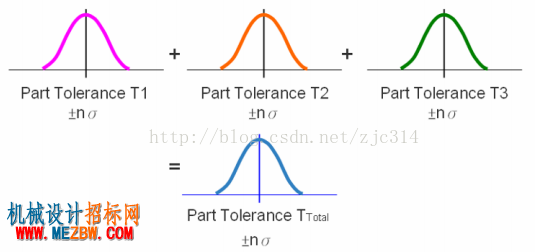
定义:均方根法:均方根法是统计分析法的一种,是把尺寸链中的各个尺寸公差的平方之和再开根即得到关键尺寸的公差。 计算公式:
; 其假设每个尺寸的 Ppk 指标是统一的( 如均为1,1.33,1.67等),并且制程是在中心。 其公式推演如下:
//从公式推导可以看出,目标尺寸和零件的尺寸要求PPK都是1.33,且制程在中心。 也就是说装配人员在设计情况下就是4σ的良品率。 但实际并非都是如此,也为其他统计公差法留下优化余地。 均方根法计算实例:题目: A尺寸的值和公差为54.00±0.20,B为12.00±0.10,C为13.00±0.10,D为16.00±0.15,E为12.50±0.10,利用均方根法求关键尺寸X的名义值和公差。(这一题目可以与极值法对比)
计算过程:
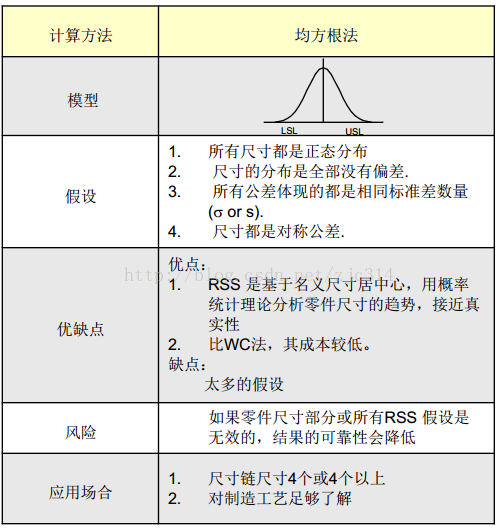
均方根法的要点:
使用 RSS 的假设条件追加注解:①使用 RSS 统计公差分析方法的前提是,制造加工出来的零件尺寸数值是比较集中于中心值,输出呈正态分布;②如果公差叠加分析里面一个单独的公差是在±3σ 的过程控制下生产的,那么 RSS 公差叠加分析的结果也是代表了±3σ,也就是说,输入的过程控制等级也代表了输出的工程控制等级;
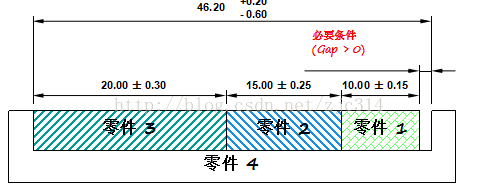
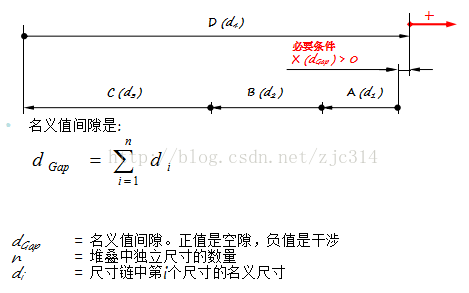
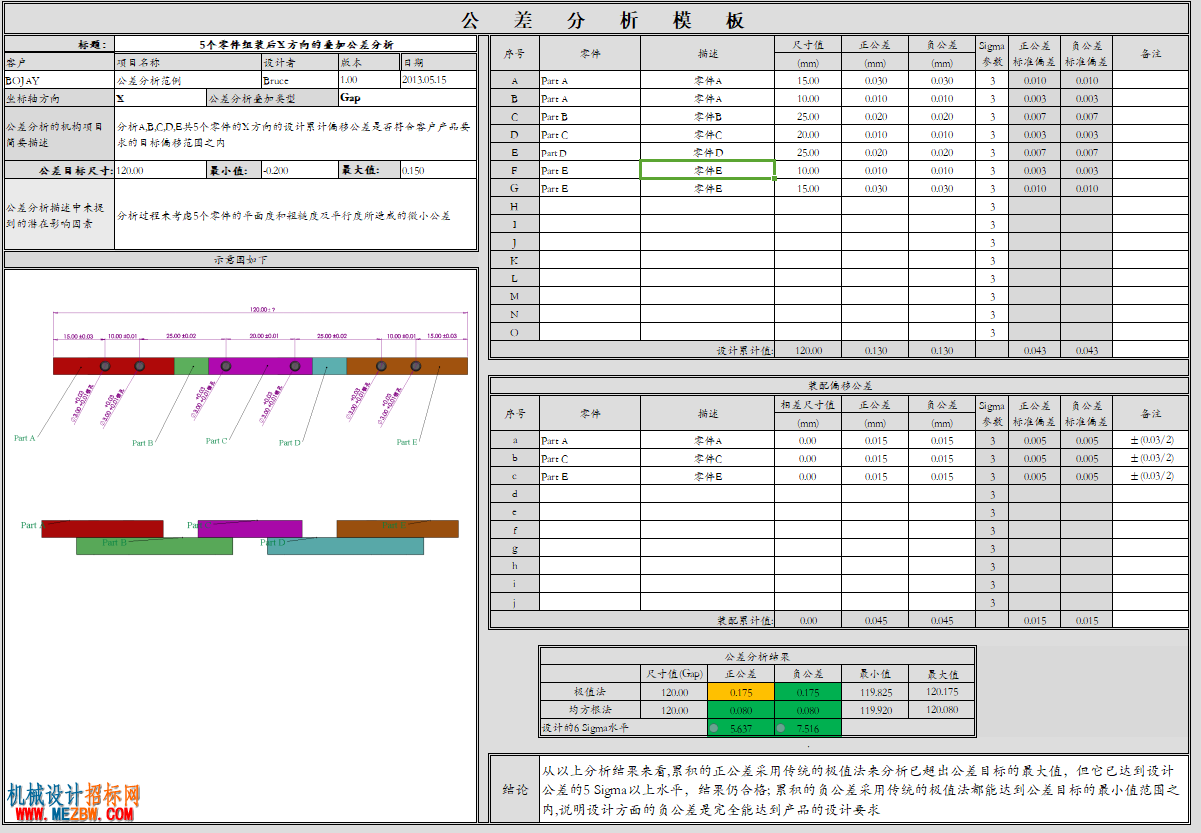
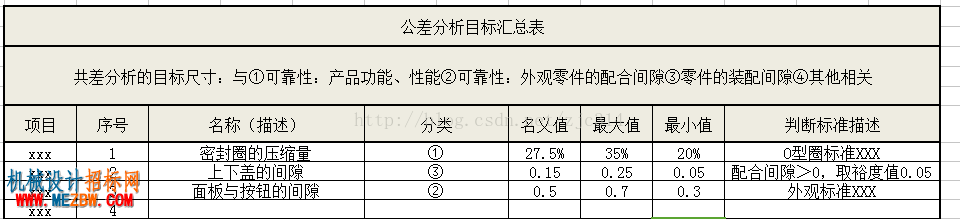
运用均方根法公差分析完整流程:1)查看公差分析总章流程:1.定义公差分析的目标尺寸和判断标准(对于完整的公差分析,最难和最容易忽略的一步); 2.建立闭合尺寸链; 3.将非对称公差转成对称公差; 4.判断尺寸链中尺寸的正负; 5.计算目标尺寸的名义值; 6.选用公差分析的方法 7.公差分析的计算; 8.判断和优化; 2)依次按流程设计,流程6公差分析方法选用均方根法。1.定义公差分析的目标尺寸和判断标准(对于完整的公差分析,最难和最容易忽略的一步);如下图,其目标尺寸为装配间隙Gap,判断标准为Gap>0。这些在公差分析目标汇总表中必须要有。
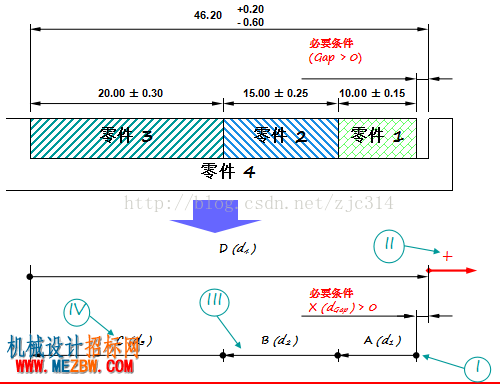
2.建立闭合尺寸链;
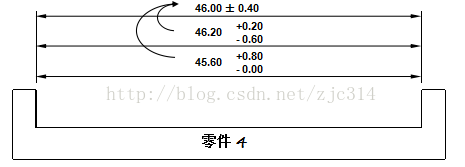
3.将非对称公差转成对称公差;
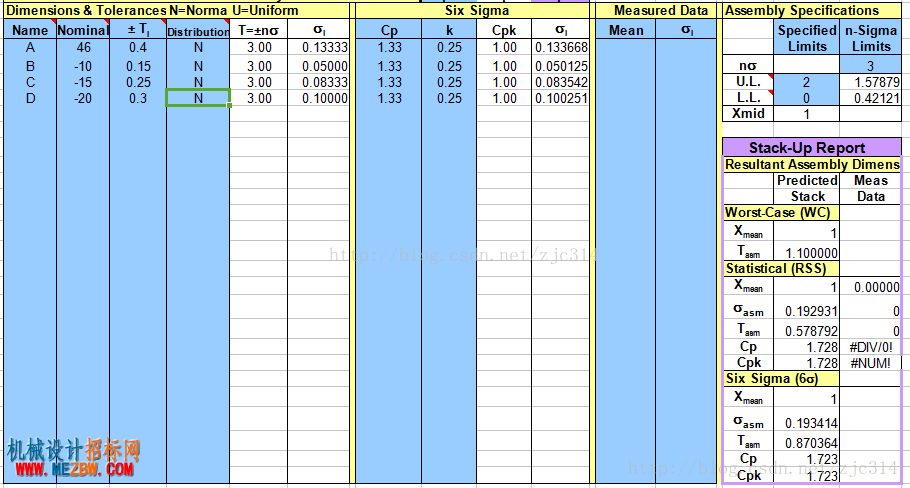
4.判断尺寸链中尺寸的正负;D=A+B+C+X,所以目标尺寸X=+D-C-B-A。 5.计算目标尺寸的名义值;
名义值间隙:dGap= + 46.00- 10.00 - 15.00 - 20.00 ?= 1.00 这时候可以用3d软件检验其间隙是否为1,前提是你的3d图纸都是基于对称公差绘制的。 6.选用公差分析的方法;选定均方根法。 7.公差分析的计算;名义间隙的公差:
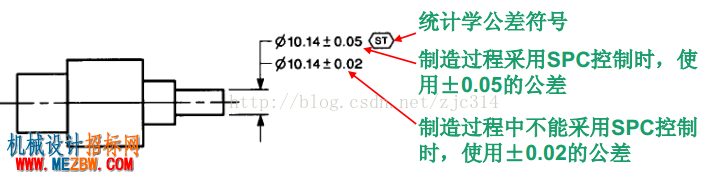
所以目标尺寸为Gap=1±0.58;(极值法计算值为1±1.10) 最大值为1.58,最小值为0.42; 8.判断和优化;因为目标尺寸的判断标准为Gap>0,所以就公差分析的结果而言符合要求。 但要注意,均方根法的零件尺寸需要进行制程管控。尤其在就极值法算出来不合格的前提下 9.公差分析结果图纸标注,统计公差法标注对应符号。均方根法是统计公差法,对应分配的零件公差需要标注统计公差符号,如下图:
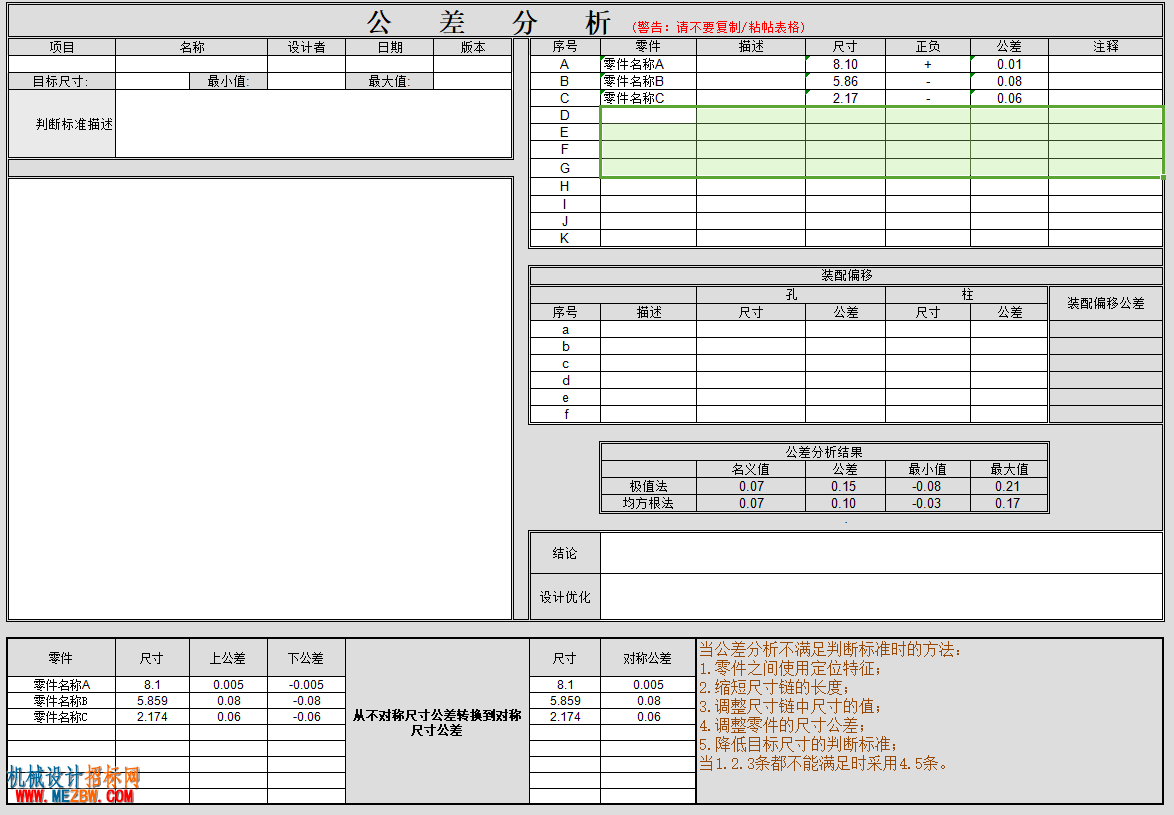
除此之外公差分析表格需要提高给质量管理,正确进行质量管控。 均方根法运用最大注意点:1.公差分析工具:①手工. (实在是不建议了) ②用电子数据表。 公差分析表格版本一:
公差分析表格版本二:
公差分析目标汇总表:
③用公差分析软件,比如 VisVSA?. 作者倒是希望能用前端做一个公差分析的软件,人人都能用。 2.无论你最后采取什么办法,极值法请优先运用一遍。图纸上的公差最后采用哪种办法得到的值,务必慎重。 |
不可注册使用?QQ14136837|Archiver|手机版|机械设计招标网 ( 京ICP备17072296号-4 )
GMT+8, 2026-6-10 09:55
Powered by Discuz! X3.5
© 2001-2026 Discuz! Team.